

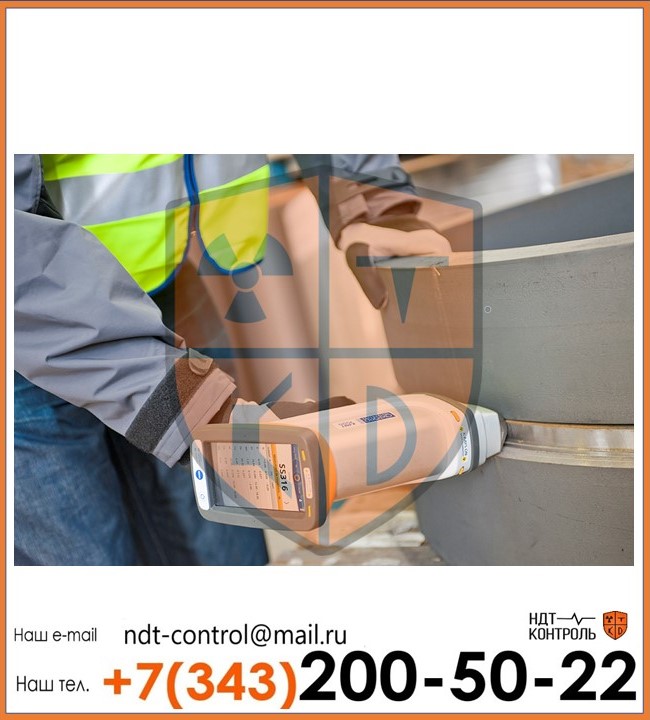
ООО «НДТ-контроль» оказывает услуги по стилоскопированию металла с выездом на ваш объект и стационарно в лаборатории. Мы являемся аккредитованной лабораторией и проводим стилоскопирование изделий из металла и сварных швов с выдачей заключения в этот же день.
Определение состава, анализ структуры металла и обнаружение возможных дефектов сварных швов осуществляются с помощью различных неразрушающих методов контроля. Одним из таких способов является стилоскопирование (спектральный анализ изделий из металла, сварных соединений и швов). В процессе стилоскопирования определяется структура и содержание металла. Данную диагностику проводят для того, чтобы установить соответствуют ли используемые сварочные материалы требованиям проекта к маркировке металла и инструкциям по сварке. Мы производим стилоскопирование стали всех марок и других металлов.
Основные определения и понятия

В сварных соединениях различных конструкций, например, работающих под давлением или рассчитанных на содержание агрессивных сред котлов и трубопроводов, из-за воздействия температуры сварочной дуги может произойти частичное выгорание легирующих элементов в свариваемом металле. Чтобы избежать таких последствий, специалисты используют присадочную проволоку с подходящим составом, который позволяет усилить сварной шов. Если же сварщик держал дугу очень долго, или выбрал проволоку ошибочно, такие меры могут не помочь и впоследствии шов быстро подвергнется коррозии и даст течь. Чтобы убедиться в качестве выполненных работ, применяется стилоскопирование сварных соединений, или, иными словами, проводится проверка состава металла.
Стилоскопирование сварных соединений — это качественный спектральный неразрушающий анализ материала, направленный на определение легирующих элементов. Такому контролю необходимо подвергать все нагревающиеся элементы трубопроводов и котлов, материалом изготовления которых является легированная сталь. Кроме того, подобной диагностике также подвергается наплавленный металл сварных швов этих изделий.
Контроль структуры и состава металла осуществляется посредством стилоскопов. Это специальные приборы, с помощью которых можно осуществить предварительный анализ и разбраковку металлов по спектрам излучения, а также проверить состав металла в сварных соединениях.
Приборы для стилоскопирования
Для спектрального анализа, или стилоскопии сварных швов применяется специализированное оборудование. Приборы для данного метода бывают крупногабаритные – такие применяются в лабораторных условиях, и портативные, переносные, адаптированные под полевые условия и для диагностики на выезде. Вне зависимости от размеров, всё оборудование имеет схожий принцип действия и состоит из похожего комплекта элементов и узлов.
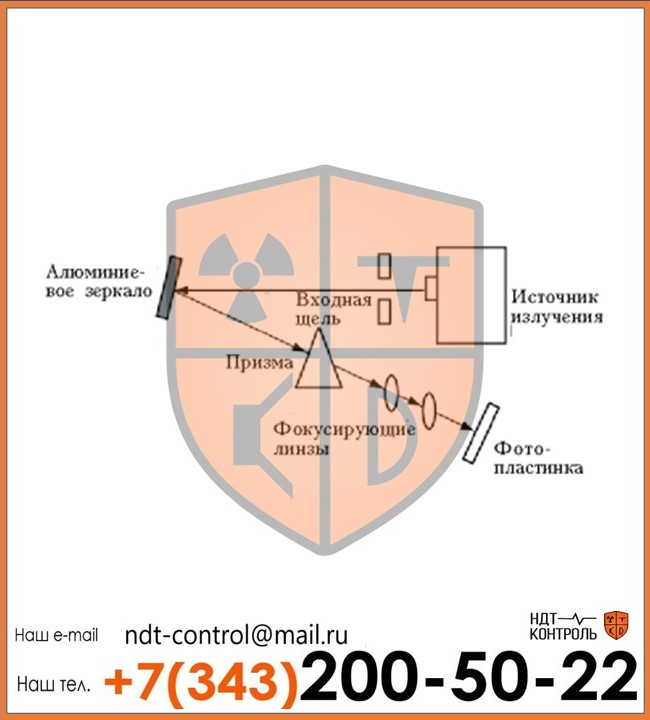
Что касается принципа работы, то она основывается на действии такого элемента, как электрод, установленный на головке прибора. Именно он зажигает дугу на изделии. Для изготовления электрода используется медь, сталь, вольфрам, или молибден. Чтобы данный элемент работал корректно необходимо произвести правильную заточку кончика, которая делается при помощи токарного станка или шлифовального круга. Недостаток данного устройства заключается в том, что правку кончика иглы необходимо проводить перед каждой пробой, либо иметь при себе сменный комплект электродов. Источником тока в приборе является генератор, подсоединённый к корпусу устройства. Посредством данного элемента на стержень подается ток и возбуждает дугу. Излучение от дуги проходит через пары металла и поступает в приемную щель, ширина которой составляет от 0,01 до 0,02 мм, в зависимости от модели прибора. Для распознавания типа вещества предусмотрен ряд линз, которые установлены внутри оборудования. Фотометрический клин, или трехлинзовая система с разным фокусным расстоянием, принимает пучок света на две трапециевидные призмы, отражается от них, а затем направляется в объектив окуляра. Окуляр в приборе может быть сменным и иметь различную степень увеличения, что важно для диагностики тоненьких линий спектра.
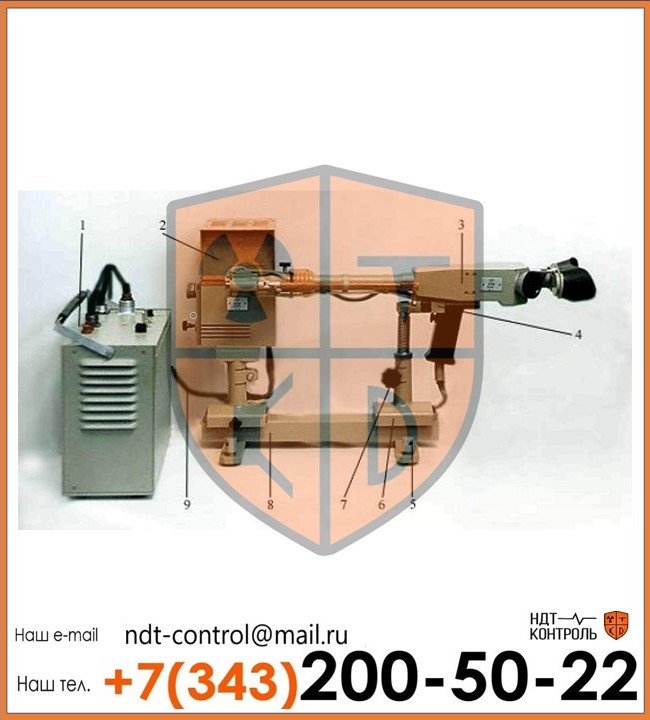
На фото изображен стандартный прибор для стилоскопирования, состоящий из блока питания (1), источника света (2), стилоскопа (3), крепежного устройства (4), подставок (5,6), выдвижного винта (7), рельсы (8) и кабеля (9).
Как говорилось выше, приборы для стилоскопии бывают переносными и стационарными, а значит, их можно применять в цехах и в лабораториях.
Основные технические характеристики универсального прибора для стилоскопирования
| Технические данные стилоскопа универсального СЛУ АЛ2.851.047 | Норма |
|---|---|
Диапазон длин волн, нм Обратная линейная дисперсия, нм/мм | от 390 до 700 |
| в диапазоне 390 | 1,65 |
| в диапазоне 470 | 3,5 |
| в диапазоне 700 | 13,34 |
| Предел разрешающей способности, нм | 0,089 |
| Фокусное расстояние объектива, мм | 322,2 |
| Ширина входной щели, мм | 0,01 |
| Ток дуги, А | 7±1 |
| Ток искры, А | 3,5±0,5 |
Потребляемая мощность, В·А Питание от сети переменного тока: | 930 |
| напряжение, В | 220 |
Частота, Гц Габариты, мм, не более: | 50±1 |
| стилоскопа | 175х190х695 |
| блока питания | 375х150х350 |
| источника света | 300х180х380 |
| Масса комплекта, кг, не более | 35 |
Принцип действия и основные этапы проведения стилоскопирования сварных соединений
Анализ качества выполненных сварочных работ (или тест на состав металла в сплавах) проводится по-разному. В ряде случаев производится срез сварного шва, или его подвергают воздействию давлением, чтобы определить его сопротивления усилию. Но наиболее подходящим для решения данной задачи считается стилоскопирование, один из методов неразрушающего контроля, направленный на анализ состава и количества легирующих примесей и дающий определенное представление о качестве и надежности сварного шва. Считается, что проверить состав металла именно таким способом будет гораздо эффективнее и проще, чем прибегнуть к разрушающим методам контроля.
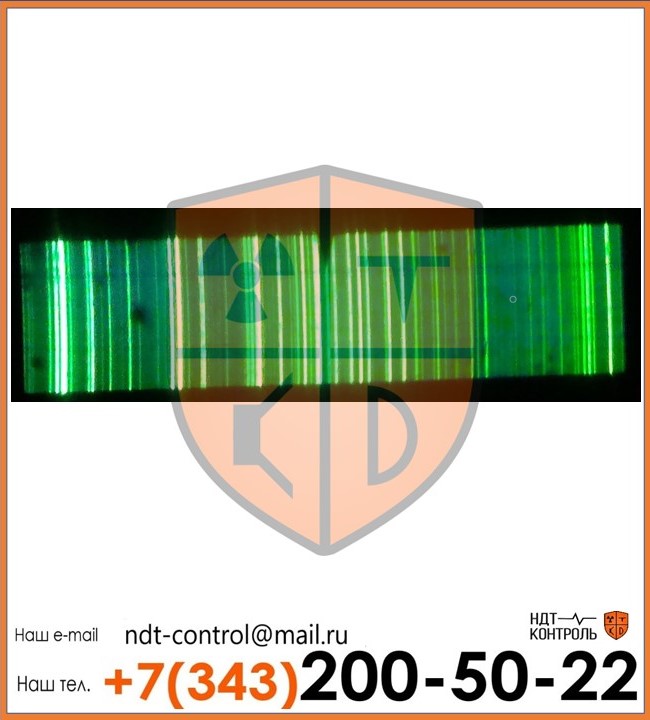
Данная проверка состава и структуры металла основывается на свойстве каждого легирующего элемента создавать свой уникальный спектр, в процессе пропуска его паров от электрической дуги через призму, с определенной широтой и яркостью отдельных линий (в луче из семи цветов). Для оценки результатов разработаны специальные тематические атласы, которые содержат спектры всех основных веществ. Осуществляющий стилоскопирование специалист сопоставляет показания в окуляре стилоскопа с известными элементами в атласе. Преобладание того или иного спектра говорит о характере и количестве вещества, входящего в состав стали.
Стилоскопирование, или спектральный анализ металла производится и в стационарных условиях, с помощью больших аппаратов, и на выезде, посредством компактных моделей.
Более подробно принцип действия стилоскопирования выглядит следующим образом:
- В процессе анализа, между двумя электродами (один электрод установлен на приборе, второй – это анализируемая проба) возбуждается, путем нагревания, импульсный электрический разряд.
- Излучение элементов, возбужденных в разряде атомов и входящих в состав пробы, улавливается полихроматором с вогнутой дифракционной решеткой и раскладывается в спектр.
- Благодаря тому, что каждый химический элемент имеет свою совокупность спектральных линий, обусловленную концентрацией элемента в пробе, удается установить характер, состав и количество того или иного элемента в металле.
- Полученный в ходе успешного анализа спектр расшифровывают с помощью специально разработанных таблиц и атласов спектров.
- Чтобы провести количественный анализ пробы, из спектра выделяют одну или несколько аналитических линий анализируемого элемента. Рассчитывается данная величина с помощью следующей формулы:
J(l ) = а × сb, где J – это интенсивность спектральной линии, l – длина, с — концентрацией элемента в пробе, а и b — величины, зависящие от условий анализа.
Процедура спектрального анализа:
- стилоскоп подносят к поверхности диагностируемого изделия;
- между специальным электродом, которым оборудована головка прибора, и сварочным соединением, зажигается электрическая дуга;
- начинается незначительная плавка металла, образовавшиеся в процессе испарения поднимаются вверх;
- свет от дуги, проходящий через пары металла, поступает в приемную щель аппарата, в котором он обрабатывается группой линз;
- полученный результат передается для раскладки на спектр;
- результат высвечивается в окне прибора;
- оператор обрабатывает полученный результат.
Если результаты диагностики были неудовлетворительные или неточные, то допускается повторная проверка состава металла сварочного шва, но уже на удвоенном количестве точек. Дефектные сварные соединения, обнаруженные при контроле, необходимо удалить, после этого швы повторно свариваются и вновь подвергаются стилоскопированию. Для более подробного изучения излучаемого света и его цветовой гаммы, можно удерживать включенную дугу более длительное время или повторить процедуру. Современное оборудование для стилоскопирования, как правило, совмещено с ЭВМ, способными полностью автоматизировать процесс анализа спектров. Поэтому, если вам срочно проверить состав металла, лучше всего сделать это методом стилосокпирования.
Область применения спектрального анализа (стилоскопирования)


Процедуре стилоскопирования подвергаются сварные соединения изделий, предназначенных для работы под высоким давлением. К такому оборудованию можно отнести: баллоны, котлы, гидравлические цилиндры, тонкие трубки распределительных систем, ёмкости, предназначенные для химической промышленности и трубопроводы, применяемые для транспортировки агрессивных веществ. Проверка химического состава металла также производится после проведения ремонта на вышеуказанных установках. Например, при замене на участке фланцев, или коллектора сварные швы необходимо проверить заново. Кроме того, если сварочные работы осуществлялись несколькими сварщиками, то проверяются швы каждого специалиста в отдельности. Проверенные участки отмечаются на чертежах для последующей идентификации на случай переделывания работ или при обнаружении брака.
Анализ структуры и состава материала сварных швов применяют:
- склады машиностроительных заводов (для контроля материалов);
- шихтовые дворы (для контроля качества);
- пункты сортировки металлического лома;
- лаборатории литейных цехов;
- нефтяное и химическое аппаратостроение;
- газовая промышленность.
Диагностике подлежат:
- все сварные соединения в одной точке через каждые 2 м;
- повторные сварочные соединения;
- места исправленных дефектов каждого сварного соединения;
- наплавка не менее, чем в одной точке;
- объекты, предусмотренные положениями ГОСТ 1435-99.

Методом спектрального анализа (стилоскопирования) осуществляются:
- контроль наличия легирующих элементов (кроме марганцовистых и кремнемарганцовистых) в сплавах и металлах для труб любых типоразмеров, арматурных шпилек, литых деталей, паропроводных и пароперепускных труб теплового оборудования, отводов, переходов, тройников и прочего;
- проверка соответствия состава материала свариваемых элементов;
- анализ металлических деталей на энергетических установках;
- анализ тонкой проволоки, ленты, образцов малой массы из легкоплавких металлов;
- определение химического состава материалов крупногабаритных объектов, их сварных швов;
- определение в сварных соединениях малого содержания трудновозбудимых элементов (углерод от 0,1%, кремний от 0,1%, сера от 0,2%);
- диагностика сварных соединений деталей и частей конструкций, работающих под давлением;
- качественный контроль чистоты различных марок металлосплавов;
- контроль металла коррозионно-устойчивой наплавки;
- установление наличия хрома и молибдена.
Благодаря возможности применять стилоскопирование, как в стационарных, так и в полевых условиях, рамки проведения контроля данным способом значительно расширились. Стилоскопированию подлежат сварные соединения изделий, работающих под давлением, из стали следующих марок: 12ХМ, 12МХ, 15ХМ, 10Х2М1А-А, 20Х2М, 1Х2М1, 15Х2МФА-А, 10Х2ГНМ, 15Х5М, 15X5, 08X13, 08Х17Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 03Х16Н15М3Т, 08Х21Н6М2Т и 06ХН28МДТ, 12Х18Н10Т, 08Х18Н10Т, 08Х22Н6Т. Кроме того, спектральный анализ применяется к металлам коррозионно-стойкой наплавки в объемах не менее тех, которые указаны в таблице, приведенной ниже.
Таблица объемов контроля методом стилоскопирования
| Группа сосуда | Количество контролируемых сварных швов и металла коррозионностойкой наплавки от общего количества |
|---|---|
| 1,2 | 100 |
| 3,4 | 50 |
| 5 | 25 |
Допустимо не производить спектральный анализ:
- если отсутствует возможность осуществления контроля из-за недоступности сварного соединения (из-за конструктивных особенностей изделия, или по требованиям техники безопасности);
- из-за малых размеров сварного соединения.
Нормативные документы, предусмотренные для проведения стилоскопирования
Требования к диагностике методом стилоскопирования прописаны в ГОСТах. Каждому материалу соответствует свой стандарт:
- сталь — ГОСТ 18895–81;
- титановые сплавы — ГОСТ 23902–79;
- алюминиевые сплавы — ГОСТ 7727–75;
- магниевые сплавы — ГОСТ 7728–79;
- медь — ГОСТ 9717.1–82, ГОСТ 9717.2–82, ГОСТ 9717.2–83;
- медно-цинковые сплавы — ГОСТ 9716.0–79, ГОСТ 9716.1–79, ГОСТ 9716.2–79, ГОСТ 9716.3–79;
- безоловянные бронзы — ГОСТ 20068.0–79, ГОСТ 20068.1–79, ГОСТ 20068.2–79, ГОСТ 20068.3–79.
Преимущества и особенности стилоскопирования

Стилоскопирование, как метод неразрушающего контроля, имеет ряд положительных качеств, за счет которых его применяют во многих производственных областях промышленности. Основная задача стилоскопирования — максимально точно определить наличие и количество большинства известных примесей. С помощью данного метода выявляется наличие веществ, повышающих прочность стали. К ним относятся марганец, хром, титан, кремний, вольфрам, молибден, ванадий, никель. Помимо этого, следует выделить следующие преимущества данной диагностики:
- после проведения стилоскопирования сохраняется целостность изделия, а работу диагностируемого оборудования, в процессе контроля, можно не останавливать;
- относительно невысокая цена за проведение процедуры;
- параметры и габариты приборов для стилоскопии позволяют размещать их рядом с рабочими поверхностями;
- оборудование для стилоскопирования, при наличии подходящей вентиляции и соблюдении правил безопасности, не причиняет вреда здоровью человека.
Среди особенностей и устранимых недостатков стилоскопии можно назвать:
- сложность и длительность обучающей программы, позволяющей научиться различать вещества по уровню яркости свечения и ширине линий (подготовка специалиста занимает около 6 месяцев, но не менее 2);
- при стилоскопировании не выявляется наличие серы, фосфора и углерода, способных оказать негативное влияние на сварной шов;
- слабое свечение от электрической дуги может перегрузить сетчатку глаз и оказать на зрение неблагоприятное воздействие;
- если на объекте нет вентиляции или вытяжки, то вредные газы способны нанести вред дыхательной системе оператора.
Процедура проведения стилоскопирования
Стилоскопирование — довольно сложный и трудоемкий метод неразрушающего контроля, поэтому рекомендуется доверить данный процесс специалистам, таким, как компания «НДТ-контроль». Чтобы проверить состав металла методом стилоскопирования необходимо
- Выбрать соединения в разных местах диагностируемого изделия (днище, патрубки, фланцы). Если однотипные сварные соединения выполняли разные сварщики, то участки для проверки устанавливаются отдельно по каждому специалисту.
- Зачистить участок шва в размере 20х20 мм при помощи металлической щетки.
- Удалить следы масла и окалины.
- Поднести головку прибора к изделию на расстояние 5 мм до касания электродом шва. В ходе данного действия зажигается электрическая дуга. Для поступления света в щель устройства следует удерживать головку перпендикулярно проверяемой поверхности.
- Определить спектр, соблюдая временной режим удерживания дуги на изделии в 10-15 с.
- Если результата стилоскопирования показал неудовлетворительное состояние проверяемых участков, следует повторить проверку на большем количестве сварных соединений, чтобы была возможность определить масштаб действий по переделке соединений. Если анализ второй степени показал отсутствие легирующих веществ в необходимом количестве, то анализу подвергаются все соединения подобного типа.
Проведение стилоскопирование сварных швов требует необходимой квалификации и опыта в данной области. «НДТ-контроль» имеет возможность осуществлять неразрушающий контроль, в том числе, стилоскопирование, как в лабораторных условиях, так и на выезде. Штат лаборатории укомплектован профессиональными аттестованными специалистами и всем необходимым для НК оборудованием. За счет этого, цена на услуги нашей компании считается оптимальной. Заказать услуги нашей лаборатории можно, оставив заявку на сайте, или позвонив по указанным в разделе «КОНТАКТЫ» телефонам.